
From sole to upper
A HANWAG hiking boot requires over 100 production steps. Join us on a tour of our production facilities, learn more about selected production steps and see how we make our cemented construction footwear. We build most of our shoes using this special technique. It’s what makes them so sturdy, durable – and resoleable.
Our production process
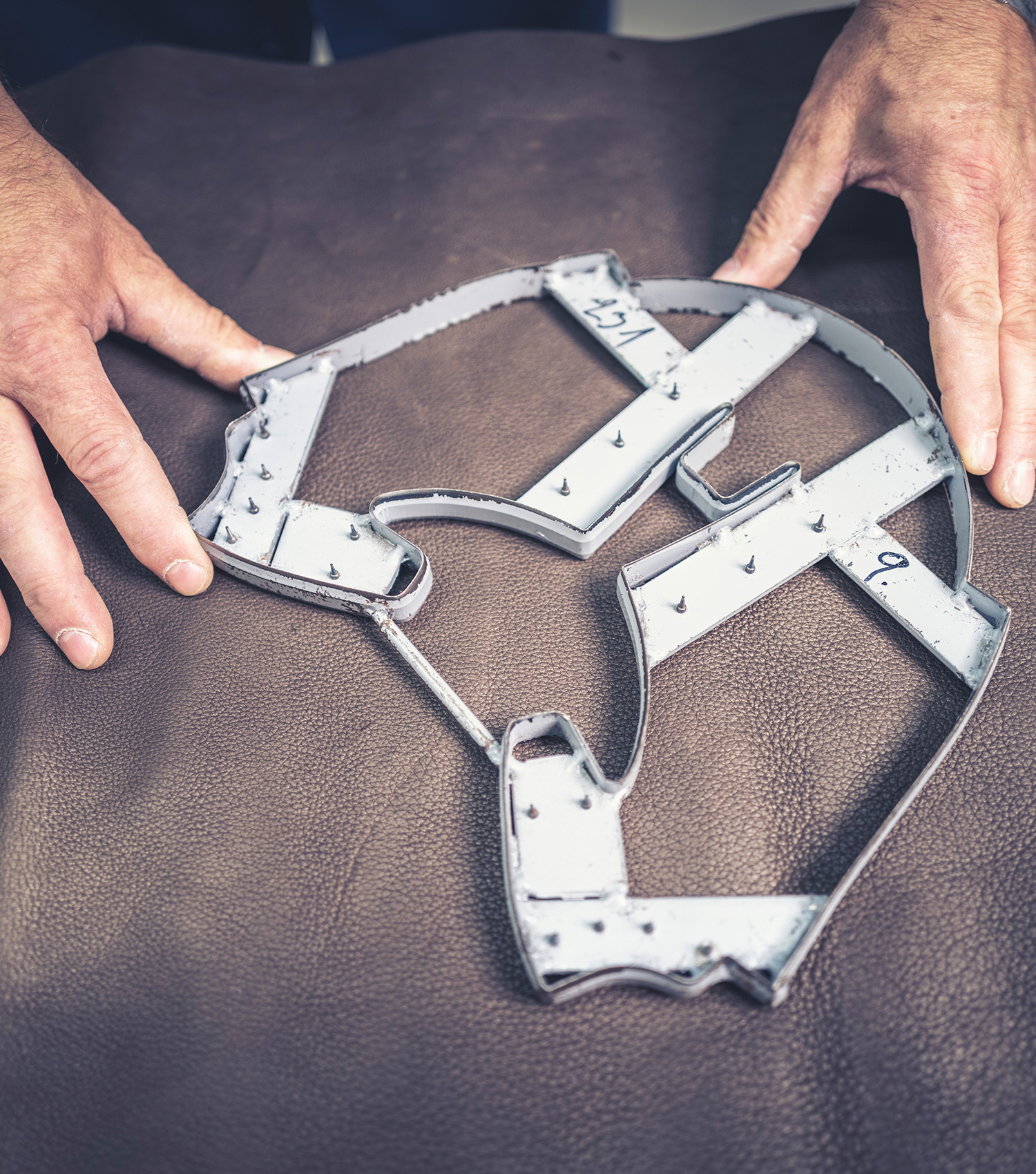
1. preparation and cutting

2. making the upper

3. Lasting

4. Sole assembly

5. Finishing

6. Our Locations

7. Our products
Step 1
Preparation and Cutting


WHAT GOES INTO A BOOT
A HANWAG boot is made of up to 200 different parts. These are prepared and assembled using a range of different techniques in at least 120 separate steps before the final boot is ready to wear.

HANDCRAFTED EXPERTISE
This requires specialist machinery and expert craftsmanship. And it’s only possible thanks to the long-standing experience and expertise of our production team in making high-quality footwear.

THE FIRST STEPS
There’s lots to do: cutting, skiving, punching, marking, stamping and ironing. During these first steps the foundations are laid as the different parts are prepared for further processing.




At HANWAG, people play the most important role. I’m totally convinced that you cannot replace the handcrafted expertise needed to make our shoes. The skilled hands and experience of our employees guarantee our quality.
Stefan Jerg • Head of Production
Location Vierkirchen
Made in Europe
We make all our footwear in Europe and virtually all our suppliers are based here too. We see producing in Europe as the best way to produce sustainably and to ensure the highest quality standards by guaranteeing shorter transport routes and maintaining close, long-standing relationships with our partners and our employees.
of our footwear is made in Europe.
is the year HANWAG was founded – and we’ve been manufacturing shoes at our headquarters in Vierkirchen (Bavaria) ever since.
is the value share of raw materials that we source from Europe.
Next step
Making the upper
Step 2
MAKING THE UPPER


NEEDLE & THREAD
In the stitching department, the uppers are built from a number of different parts. Working on their trusty sewing machines, the experienced stitching team make complex processes look easy.

STEP BY STEP
Once the upper is stitched, it passes through many pairs of hands as it moves through the production process, step by step. Travelling through the production halls, it starts to look more and more like a boot.






I check very carefully during the final inspection – each model has to correspond exactly to the final sample and the stitching’s got to be perfect.
Csilla • is hot on quality
Progressz shoe factory in Hungary

But that’s not all…
To make a HANWAG Tatra Light boot, we have 60 different production steps in the stitching department alone.
And then a further 40 processes in the sole assembly unit in the hall next door.
Next step
Lasting
Step 3
Lasting


CEMENTED CONSTRUCTION
Shoemakers use a range of construction methods to attach the sole to the upper. The cemented construction is a highly demanding and complex handcrafted technique.

TAKING SHAPE
During the cemented construction, the upper is pulled over the insole on a last and then bonded together. The last itself is a model of a foot made of wood or plastic around which a boot is made. It plays a fundamental role in that it defines the shape of the upper and the resulting boot.




IT’S ALL ABOUT THE LAST
The fit of a boot is determined by its last. No two feet are the same. This is why we do more than make all our boots using the same last, only in different sizes. We use special anatomically-shaped lasts for women and men. Moreover, in addition to our standard lasts, we also have special lasts for different shapes of feet, or specific activities.
SHAPE & FIT
The longer, the better! If the last remains inside the shoe for a longer period of time, this helps to improve the fit. We want our boots to have a long-lasting fit that will keep its shape over time.
The minimum number of hours that the last remains inside a HANWAG boot.

Next Step
Sole assembly
Step 4
Sole assembly


HEART & SOLE
The sole unit is without doubt the most complex part of a boot. All four parts of the sole unit – the outsole, cushioning, insole, and footbed – have to be compatible and work well with the rest of the boot. A boot would be nothing without its sole.

STRENGTH & PRECISION
Fitting a sole to a boot upper looks a lot easier than it is – because it’s really hard work. Each upper comes with a two-kilo last still inside it. The sole is pulled onto the upper and the sole is pressed into place. A skilled production worker can sole around 350 pairs of boots a day.




FROM OLD TO NEW
Why replace hiking boots that are perfectly worn in? If the sole has worn down after years of use, our boots and shoes with a cemented construction or double-stitched construction can be resoled. People often send in boots that have been worn for decades – now that’s what we call long lasting.
The number of pairs that we resoled in 2022.

Next step
Finishing
Step 5
Finishing


FINISHING
The finishing process is the final step in the whole manufacturing process. The boots get a final once-over. Everything is checked, cleaned and packed by hand.

QUALITY CONTROL
We only use high-quality materials and expert manufacturing processes – for good reason. At the end of the day, HANWAG footwear is all about quality. So quality assurance is an important step to ensure that this applies to everything we make.




WAY BEYOND A BOOT
As shoemakers, we’re passionate about crafting the best possible footwear. Quality, craftsmanship, fit and functionality – these are our core values, this is what we stand for. And this is reflected in every boot that leaves our workshop.

Discover
Our production sites
Our boots are 100% made in Europe
-
Vierkirchen (Germany)
In 1921, Hans Wagner founded his shoemaking business about 30 kilometres north of Munich. HANWAG still has its headquarters here today. In addition to the two-storey office building, some models are still manufactured entirely on-site in the production hall. In addition, almost all materials undergo quality control here. Take a closer look.

-
Hohentengen (Germany)
All HANWAG double-stitched models are assembled by the Reck & Sohn shoe factory in Germany. The company is one of the few that still masters this elaborate construction method and thus produces particularly durable boots.

-
Croatia
In the north of Croatia, Consors has been manufacturing shoes for HANWAG since 1999 and is the largest location in terms of sheer quantities. In the stitching department, uppers are sewn for almost all HANWAG models and Donje Ladanje is also the biggest site for repairs and resolings. Read more.

-
Hungary
Since 1994, Progressz has been producing shoes for HANWAG. The company was taken over in 2015. In the east of Hungary, mainly uppers are sewn for other HANWAG factories, but some models are also manufactured completely. Around 90 competent shoemakers are working in the stitching and assembly departments. Take a closer look.

-
Serbia
In cooperation with Skandia, HANWAG can produce multifunctional hiking boots in Europe. In their factory in Serbia, our footwear is manufactured with high-tech machines and the soles are automatically injected. However, a lot of manual work is still involved in the models, for example in the production of the uppers and quality control.
-
Bosnia and Herzegovina
Since 2021, HANWAG has been manufacturing at the Sanino company in the north of Bosnia and Herzegovina. The region has been known for its shoemaking tradition for a hundred years and therefore many very experienced shoemakers can be found here. At this location, uppers are sewn and, for some models, the so-called bottoming (sole assembly) is also carried out directly.



